Новости
-
День Машиностроителя
Ежегодно на предприятии в связи с празднованием Дня машиностроителя проходит открытие Доски... -
«СТРОЙМАШ» вдвое увеличит мощность направления по производству перчаток
На ОАО «СТРОЙМАШ» планируется вдвое увеличить мощность цеха по выпуску перчаток. В... -
Марафон «Забег в будущее».
Можете себе представить, что исследовательская работа второклассницы может стать... -
На ОАО «СТРОЙМАШ» ведется строительство нового производственного участка – сварочного цеха
Ввод нового цеха позволит «СТРОЙМАШу» снизить себестоимость производства продукции на... -
«СТРОЙМАШ» рассматривает новый регион сбыта продукции в Грозном
Руководство ОАО «СТРОЙМАШ» (ОАО «Лебедянский завод строительно-отделочных машин») в...
О заводе
Производство
ООО «Лебедянский завод строительно-отделочных машин» (ООО «СТРОЙМАШ») является крупнейшим отечественным производителем и поставщиком строительно-отделочных машин. Наше предприятие основано в 1946 году.
Сегодня ООО «СТРОЙМАШ» по праву занимает лидирующее положение на российском рынке качественных бетоно- и растворосмесителей. Бренд «СТРОЙМАШ» входит в пятерку лучших Европейских производителей данной техники. Предприятие сертифицировано по системе менеджмента качества ИСО 9001-2000, продукция ООО «СТРОЙМАШ» входит в список «100 лучших товаров России».
В настоящее время завод ООО «СТРОЙМАШ» производит:
- гамму бетоносмесителей и растворосмесителей;
- строительные и садовые тачки;
- комплекс машин для приготовления окрасочных и шпаклевочных материалов (мелотерки, краскотерки, краскомешалки, двухвалковые машины для шпаклевок и машины для нанесения окрасочных и шпаклевочных составов высокой производительности, агрегаты малярные);
- камнерезные машины для нарезки облицовочной и тротуарной плитки, керамогранита, а также плиток из мрамора и гранита;
- компрессоры воздушные.
В состав блока цехов по производству строительно-отделочных машин ООО «СТРОЙМАШ» входят: сварочно-заготовительный цех (СЗЦ), состоящий из участка резки металла, участка глубокой вытяжки, участка штамповки, заготовительного участка, сварочного участка, цеха механической обработки (ЦМО), состоящего из двух механообрабатывающих участков, цеха сборки продукции (ЦСП), состоящего из двух сборочных участков и линии порошковой окраски. Блок цехов оборудован модульными складами, предназначенными для хранения материалов, комплектующих и готовой продукции.
Видеоматериалы о нашем производстве:
Сварочно-заготовительный цех ООО «СТРОЙМАШ»
Заготовительный участок и участок резки металла
Участок резки металла предназначен для обеспечения заготовками и деталями из профильного проката и труб, а также листового проката штамповочного и сварочного участков, механообрабатывающих участков.
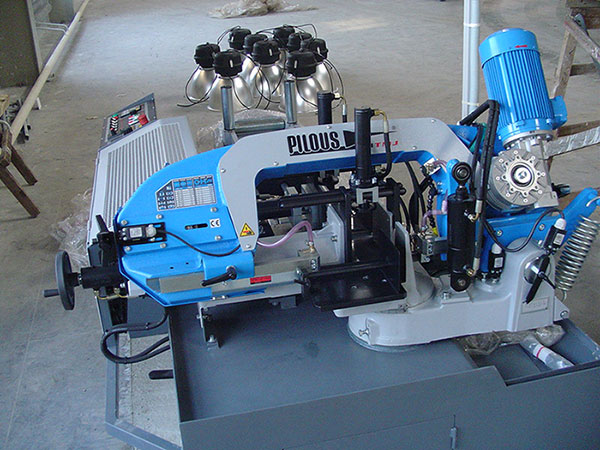
Для резки профильного проката и труб участок оснащен современным высокопроизводительным заготовительным оборудованием, оснащенным средствами механизации - горизонтальными ленточно-отрезными станкамиPILOUS ARG240 D(N)-NS и ARG290, предназначеными для резки металлических заготовок различного сечения из конструкционных, автоматных, пружинных и других марок стали, а также чугуна, алюминия, пластмассы под любым углом до 45 градусов.

Для резки металла из листового проката используются гильотинные ножницы WARCOMU GASPARINI с максимальной толщиной реза листа до 6 мм и длиной 3000 мм. Для листового проката толщиной до 8 и 16 мм используются гильотинные ножницы MAXIM и механические гильотинные ножницы российского производства.

Применение современного листогибочного оборудованиямоделей TrumaBend Y85S и TruBend 5320 позволяет производить свободную гибку деталей из листового материала толщиной до 10 мм с соответствующими параметрами ширины полок и радиусами гиба, зависящих от толщины металла, на длину 4420 мм. Максимальное усилие гиба– 320 т.

Лазерный станок TruLaser3040 позволяет обрабатывать листы размером 2000х4000 мм. Толщина обрабатываемых листов – для конструкционной стали - 20мм, для нержавеющей стали - 12мм, для алюминиевых сплавов - 8 мм.

Промышленный
станок плазменной и газовой резкиECKERT, предназначенный для плазменной и газовой резки металла с диапазоном рабочей ширины от 2 000 до 6000 мм и с толщинами до 300 мм.
За счёт применения высокоскоростных приводов (двигатели АС 12000 об/мин) и большой скорости обмена данными с ЧПУ, достигается точное резание и управление.
Станок позволяет производить резку труб и профилей в 3D плоскости. Система обработки труб, которая, кроме стандартного использования, благодаря удлинению портала за пространство стола, предоставляет возможность резать в готовых конструкциях или профилях, резать трубы с большими габаритами. Машина соответствует всем требуемым Европейским стандартам качества, стандартам точности резки и качествам поверхности после резки: DIN 8523, DIN 2310, PN-76/M69774, PN-74/M69102.

Пробивка отверстий различных форм и размеров, вырезка контура заготовок из листового проката производится на листоштамповочном центре RAINER LUX-12.25 в автоматическом режиме с применением программного управления. Прокат заготовок из листа по радиусу производится на 4-х валковом круглогибочном станке FACCIN 4 HEL. Он предназначен для проката листов из обычной и нержавеющей стали, а также листов из алюминиевых сплавов. Данное оборудование имеет возможность генерировать различные профили: округлые, овальные полицентричные и другие, создавать секции конической формы диаметром до 3000 мм. Управление станками и оборудованием на данном участке производится при помощи высокотехнологичного программного обеспечения с помощью компьютерной техники, что позволяет рационально и экономично использовать обрабатываемый материал с применением передовых технологий. Подготовка поверхностей заготовок и деталей перед покрасочным покрытием предварительно проходят дробеметную обработку поверхности от ржавчины и других окислов.

Участок глубокой вытяжки
Участок глубокой вытяжки предназначен для холодной листовой штамповки сложных форм. В основе данного процесса лежит технология глубокой вытяжки листовой заготовки, где получение готовых деталей выполняется за один рабочий ход пресса. Работы производятся на гидравлических прессах тройного действия TAP 500/250/100 в составе технологического комплекса фирмы HYDRAULICO. В технологический комплекс, кроме указанного оборудования, входит обрезной станок LUCAS VBU-1200, который выполняет обрезку контура вытянутой детали и ее завальцовку, а также дисковые ножницы Lukas 5/1800 и листовой лубрикатор HESTRA.
Участок сварки
Участок сварки сгруппирован по однотипным свариваемым изделиям: сварка растворосмесителей, бетоносмесителей, тачек и тепловентиляторов и других корпусных и рамных конструкций. Сборка-сварка узлов выполняется в сварочных кабинах, оснащенных стендами на сварочных столах. Производство сварочных работ полностью проводится на импортном оборудовании типа Magster 400+ (комплект для полуавтоматической сварки). Процесс сварки происходит в среде защитных газов аргона и двуокиси углерода в соотношении 80% + 20% соответственно. Все рабочие места сварки оснащены местными поворотными вытяжными устройствами, фильтровентиляционными установками в комплексе с электрофильтрами и вентиляторами.
Цех механической обработки ООО «СТРОЙМАШ»
Механообрабатывающие участки
В технологии механической обработки широко используются станки с числовым программным управлением. Доля станков с ЧПУ в объеме цехового оборудования составляет более 35% . Применение станков с ЧПУ позволяет автоматизировать технологические процессы в серийном производстве, снижает трудоемкость механической обработки, обеспечивает возможность многостаночного обслуживания. Использование для обработки деталей многоинструментальных станков типа «обрабатывающий центр» дает возможность повысить коэффициент загрузки оборудования за счет многокоординатной обработки на станке. Механическая обработка (фрезерование, точение, сверление, шлифование) деталей ведется на современном металлообрабатывающем оборудовании производства российских и зарубежных фирм.
Цех покраски и сборки продукции ООО «СТРОЙМАШ»

Участок порошкового окрасочного покрытия
Окраска изделий, поступающих на сборочные участки производится на линии порошкового окрасочного покрытия фирмы TAISS. Линия автоматическая и имеет все необходимые элементы для выполнения операций, обеспечивающих абсолютное качество покрытия.
Сборочные участки
На сборочных участках производится сборка и испытание изделий. Сборка изделий и узлов производится на стационарных рабочих местах с применением механизированного инструмента. Сборка соединений с натягом производится на гидравлических прессах и специально разработанной технологической оснастке. Общая сборка и обкатка изделий производится на специализированных рабочих местах. В целях обеспечения гарантированного качества выпускаемых изделий применяются специализированные стенды для обкатки выпускаемого оборудования.
Дипломы и награды.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |

|

|
- Cводная ведомость СОУТ 2025
- Отчет СОУТ 09.09.2025
- Перечень мероприятий по СОУТ 2025
- СОУТ 2022 Сводная ведомость ООО СТРОЙМАШ
- СОУТ 2022 Отчет ООО СТРОЙМАШ
- СОУТ 2024 Отчет ООО СТРОЙМАШ
- СОУТ 2024 Сводная ведомость ООО СТРОЙМАШ
(Требование ФЕДЕРАЛЬНОГО ЗАКОНА «О СПЕЦИАЛЬНОЙ ОЦЕНКЕ УСЛОВИЙ ТРУДА» от 28 декабря 2013 года N 426-ФЗ, Статья 15. «Результаты проведения специальной оценки условий труда» , пункт 6. Работодатель с учетом требований законодательства Российской Федерации о персональных данных и законодательства Российской Федерации о государственной и об иной охраняемой законом тайне организует размещение на своем официальном сайте в информационно-телекоммуникационной сети "Интернет" (при наличии такого сайта) сводных данных о результатах проведения специальной оценки условий труда в части установления классов (подклассов) условий труда на рабочих местах и перечня мероприятий по улучшению условий и охраны труда работников, на рабочих местах которых проводилась специальная оценка условий труда, в срок не позднее чем в течение тридцати календарных дней со дня утверждения отчета о проведении специальной оценки условий труда.)